
FWJ-4型金属软管灌装封尾机使用说明
1.产品型号名称和外形
1.1. 型号名称
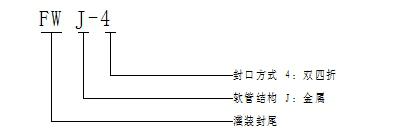
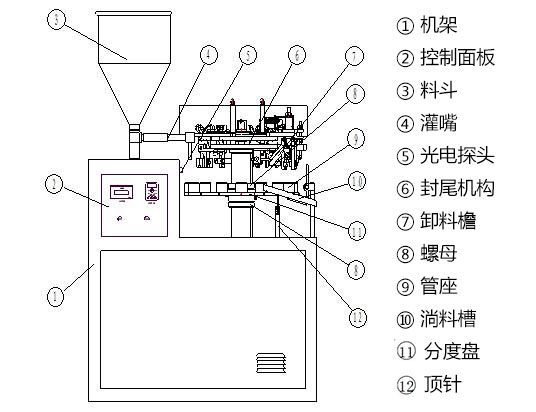
1.2. 外形示意图(以实体为准)
2.用途及性能特点和主要参数
2.1 用途及性能
FWJ-4型金属软管灌装封口机是我公司研制的主要产品。此机型主要用于以金属软管为包装容器的物料的灌装、封口。该产品采用封闭式及半封闭式灌装膏、液,封口无渗漏,灌装重量、容量一致性好,灌装、封口、打印一次完成,适用于医药、日化、食品、化工等领域的产品包装。如:皮炎平、软膏、染发剂、牙膏、鞋油、胶粘剂、AB胶、环氧胶、氯丁胶等物料的灌装与封口。
本机灌装量调节方便、快捷,外形美观,结构紧凑。管座为可调式管座,可根据灌装软管的尺寸调节。凡与物料接触部分全部采用优质不锈钢(常用304,医用采用316L)。独特的阀体结构,实现膏液两用。是医药、日化、精细化工等行业理想、实用、经济的灌装设备。.
2.1 主要技术参数
| 规 格 | 3A-150 | 3A-75 |
| 电 源 | 220V/50Hz | 220V/50Hz |
| 生产能力 | 10~45支/分 | 10~45支/分 |
| 灌装范围 | 10~150g | 5~75g |
| 软管高度 | 80~200mm | 80~200mm |
| 软管直径 | ф20~ф35mm | ф10~ф35mm |
| 电机功率 | 1.1kW | 1.1kW |
| 工 位 数 | 16 | 16 |
| 重 量 | 250㎏ | 250㎏ |
| 外型尺寸 | 1000×550×1200mm | 1000×550×1200mm |
3.结构特点与工作原理
3.1 结构特点:
该机计量机构采用柱塞方式,灌量精确,计量误差小于2%,可无级调速,作双向折合,是目前最先进的马蹄形结构,封口美观,操作简便,灌装、封尾、打印一机完成,并彻底解决了生产过程中普遍存在的易粘连拉丝,及封装后尾部渗漏的几大通病。具有简单、实用、可靠、美观等优点。对特殊行业可加装气体保护装置,防止物料封装后在运输与存放的过程中造成的固化现象。
3.2 基本工作过程:
人工将金属软管插入分度盘管座内,利用机械传动转位,光电检测装置确认有管子处于工作位置时,物料通过计量泵定量灌入管内,然后封尾机构对管子进行封尾、打印,封尾后的成品自动推出。
3.3 动作原理:
电机启动、减速器运转,带动主轴运转。
主轴上伞齿轮带动槽轮机构运转,从而带动分度盘进行精确的间歇运转。
中心凸轮带动动盘作上下运动,动盘与定盘的相对运动带动封尾机构进行一系列的封尾动作。
减速器输出轴端与电磁离合器相连的,通过电磁离合器控制灌装机构的运转,从而控制灌装与否。
另一轴端通过凸轮控制顶杆作上下运动,将灌装封口后的成品顶出。
此中再通过光电开关与微动开关的一系列连动,使得灌装机构、封尾机构以及其他运转部件协调,从而得到所需要的产品。
4.安装:
4.1 机器可直接安置于平整的地面,调整水平度并固定好脚轮,确保机器在运转时不会晃动。
4.2 确保电源相符,接通电源,使接地可靠(地线桩打下地面深1m以上,绝缘电阻小于10Ω),并注意设备运转方向。
5.基本操作步骤:
( ***.按机器各部分于出厂时已按客户样管及原料调试合适,否则请先参照第六章调试。
***.操作设备前,请详细阅读说明书,牢记第七章之《注意事项》! )
清理料斗中的杂物,加好料,并将料斗加料口盖好;
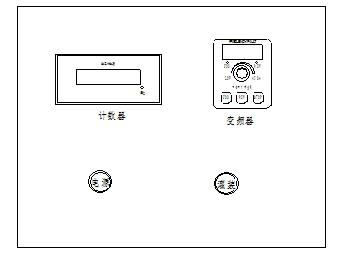
接通电源,按下总电源开关,计数器显示0;(控制面板如右图,以实物为准。)
按下总电源开关时,变频器显示“OFF”,当物料至所需温度的时,按下变频器上“RUN”按钮,变频器显示“LS”,此时顺时针转动变频器旋钮(不可用力过大,使旋钮内部齿面损坏而打滑),则电机启动,分度盘运转,封尾机构开始动作(工作中可随时调节变频器旋钮至合适的运转速度);
按下灌装按钮(光电探头开始工作),开始插管工作(机器人工插管),当转盘带动空管至灌咀时,光电探头得到信号,开始灌装(管座无管不灌装);当计量泵完成一次动作后,微动开关得到信号,则灌装停止。计量泵动作完成一次,计数器计数一次(计数器可随时清零重新计数);如此循环。(第一次灌装是排出计量泵内空气,所以为空灌)
检查灌装量,如有差别按第六章调节计量;
工作完成结束时,依次关闭灌装开关,逆时针转动变频器旋钮至分度盘停止运转,并切断电源。
6.调试及维护保养:
6.1 整体动作调试:
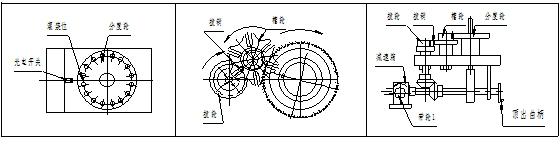
6.1.1 中心凸轮(偏心轮)调节:拨轮拨销、槽轮槽、槽轮成一条直线,即分度盘转过二分之一工位时中心凸轮(偏心轮)最高点在最上。此时中心顶杆在最高点。见下图。
6.1.2 管子顶出杆调节:中心凸轮最高点在最上时顶出曲柄在最低点.见下图。
6.1.3 灌装信号调节:光电信号存在,则离合器吸合,计量泵开始工作,进行灌注。需调节光电探头与管座的距离至适合位置并牢牢固定(如发生漏灌,连灌或灌至管外的情况,首先检查此处是否到位);
6.1.4 计量泵完成一次动作后,微动开关得到信号,离合器失电缓解,灌注停止(结束)。微动开关必须有足够的压合行程并可靠固定(如发生漏灌,连灌或灌至管外的情况,检查此微动开关是否挪位);
6.2 封尾部分调试:
6.2.1 有效长度的调节:调节分度盘与定盘之间的距离即可。松开分度盘上下两个螺母,调节分度盘到合适的高度,再将分度盘上下两个螺母拧紧、并死即可。注意, 分度盘上下调节,顶出杆也随之相应调节,保持其距离不变,否则可能导致损伤管座或顶不出管.(见下图)
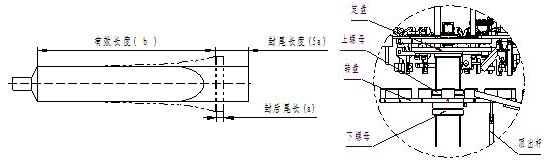
6.2.2 尾长度以及封后尾长的调节:调节封尾装置部分①、②、④、⑥、⑧工位的夹板和折块的高度。(具体封尾顺序和相关尺寸及对应的工位调整方法和尺寸如图: ①工位将圆管口夹扁,②工位正折90o,③工位滚压平整,④工位正折90o,⑤工位滚压滚压平整,⑥工位反折90o,⑦工位反滚压平整,⑧工位夹紧并打上字码。)
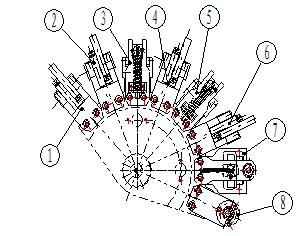
封尾顺序和相关尺寸如图:

工位调整方法如图:
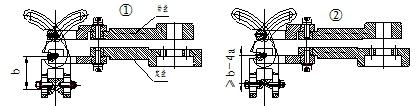


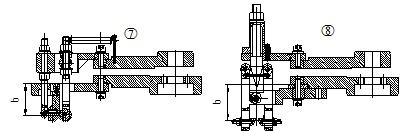
注意:图中尺寸仅为参考,均以定盘为基准。尺寸b是定盘到第①工位最下结合点的距离;尺寸a为封后尾长,a不大于①工位夹块接合面长度的1/5;第②工位折尾长度不应大于a;若封尾后出现两边不对称,则可能第⑥工位位置发生变化;若封尾后料管出现一边有皱纹的现象时,则可能第①工位接合面没有夹紧;若要求封尾后料管尾部比较饱满,则可将第③、⑤、⑦工位的滚轮稍向上调整,若要求封尾后料管尾部比较扁平,则将第③、⑤、⑦工位的滚轮稍向下调整。
6.3 计量调节:用户可根据灌装容积的不同调节相对应的计量。(如图)
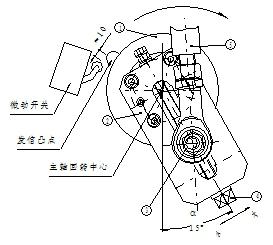
计量调节方法:先松开螺母③,参照刻度调节四方形螺母④,使连杆⑤相对于计量板②作左(小)右(大)方向调节,调节一次后要一定要锁紧好螺母③,才能开机,如计量不对则用同样方法反复调节;直至计量符合要求(调节后要一定要锁紧好螺母③)。
(注意:灌装系统不运转时,计量板位置应处于α位置之内一固定点(0o<α≤15o),此时发信凸点压合在微动开关上。如微动开关挪位可能发生漏灌,连灌或灌至管外的情况。)
6.4 注咀的选用:它的选用与灌注容器的尺寸及灌注物料的性能﹑灌注量有关,型式很多,本机可根据灌量的不同选配不同尺寸的灌注咀。一般灌注咀直径比容器口径小,过小阻力则大;流动性好的用斜口咀,粘度大的用平收口咀(如图);物料特别应用特种咀。(用户可以根据自己产品特点选配或自己配做)。

6.5 咀位置的调整:拧松计量泵固定螺母即可调整灌咀左右位置,拧松灌咀封紧螺母即可调整灌咀垂直角度。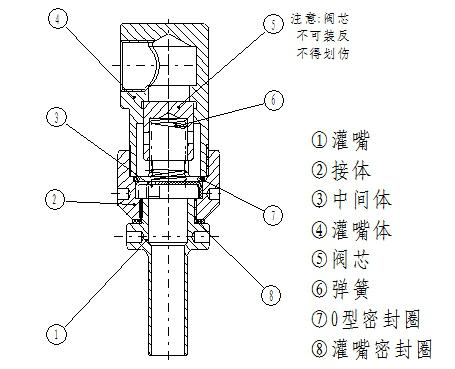
出料阀芯需定期清洁,如阀芯上沾有残料将导致灌装计量不准。
拆卸时注意螺纹方向,本阀门全部为右旋。
清洁时一定要注意不可碰伤、划伤阀芯表面,更不可用砂纸打磨,否则将严重影响阀门的密封性能,造成滴漏。
安装时注意阀芯一定不可放反,否则阀 门不起作用。
6.6 润滑:正确的润滑可大大延长机器的寿命。请严格按照标准加润滑油!
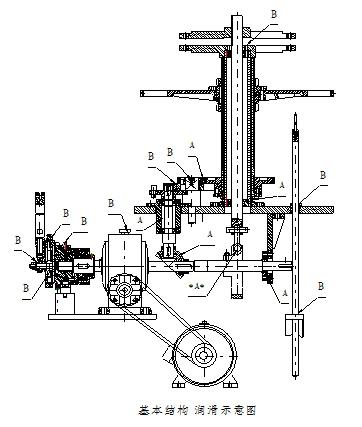
如图, A处为脂润滑(锂基润滑脂),建议每周补给。
B处为机油润滑(N46机械油),建议每日工作前一次。
*A*处油杯加油方法:
首先拧开油杯盖;把杯内和盖内都填满锂基润滑脂;然后把盖缓缓拧紧;拧到底后退出来,再把盖内填满润滑脂后再次缓缓拧紧(盖往下运动时,盖和杯内的空间变小,杯内和盖内的润滑脂受到压力,把润滑脂压入偏心轮油槽);需反复几次添加;直至偏心轮旁有油脂溢出。建议每星期添加一次。
6.7 定期检查机器上紧固螺钉是否松动,确保机器运行可靠。
6.8 经常保持设备的清洁,如有较长时间停机,应在停机后立即进行清洗。吸料阀和出料阀的阀芯上不得有残料,否则会影响灌装精度。吸料阀的拆卸安装如右图;清洁时一定要注意不可碰伤、划伤阀芯表面,也不可用砂纸打磨,否则将影响阀门的密封效果;安装时须注意方向,吸料阀座和阀芯不可装反,否则将不能出料。(出料阀的拆卸安装见6.5节)
7.注意事项:
7.1在设备运行过程中用手触摸各运转部件,以防发生意外;
7.2量后要一定要锁紧螺母;
7.3行过程中如有异响应立即停止运行,待查清原因后方可开机;
7.4灌量容器时,使用灌嘴口径不得过小,以防灌注时压力过大而使胶料喷射或灌咀损坏。
8.常见故障及排除方法:
|
|
故障现象 | 原因 | 排除方法 |
| 计量不准 | ① 时多时少 | 1.吸料阀的弹簧变形或损坏 | 1.更换弹簧 |
| 2.出料阀的弹簧变形或损坏 | 2.更换弹簧 | ||
| 3.管道接头松动导致漏气 | 3.检查并拧紧各管道接头 | ||
| 4.有异物卡住吸料阀和出料阀,使其不能闭紧或打开 | 4.清除异物 | ||
| 5.活塞密封圈损坏 | 5.更换活塞密封圈 | ||
| ② 越来越多 | 开始灌装时,由于计量泵内空气逐渐排出而引起; | 灌装至一定数量后就会稳定,然后调整计量, | |
| ③ 越来越少 | 物料内有气泡,或灌装量太小导致吸料时吸进空气而产生 | 物料除气,脱泡 | |
| 封尾 | ①尾部两边不对称 | 1.第⑥工位工位块位置不正确 | 1.调整⑥工位工位块位置 |
| ②封后一边有皱纹 | 2.第①工位工位块没有夹紧 | 2.调整①工位块,使其合拢一点 | |
| ③字母、日期打印不清楚或打破 | 3.第⑧工位块顶杠偏高或偏底 | 3.调整⑧工位顶杠到合适位置 | |
| 离合器 | ①离合器不分开或不吸合 | 1.离合器两啮合齿面间的间隙过大或过小 | 1.调整离合器两啮合齿面的间隙(1~1.5mm) |
| 2.离合器两啮合齿面不平行 | 2.调整离合器两啮合齿面的位置使平行并与主轴垂直 | ||
| 3.电刷没有对上离合器上的导流环 | 3.使电刷对应导流环 | ||
| 4.离合器内有异物 | 4.清除离合器中的异物 | ||
| 灌装 | 转盘与灌装不同步 | 光电探头延迟时间发生变化 | 拿掉一支管,或整机断电一下再开机,即可解决此问题 |
| 灌装提前或滞后 | 光电探头的位置偏前或偏后 | 调节光电探头到合适的位置 | |
| 有管时不灌装 | 光电探头与料管距离太大、光电探头损坏或离合器不吸合 | 调节光电探头到合适的位置、更换光电探头或调整离合器 | |
| (漏灌) | |||
| 无管时灌装(连灌) | 微动开关挪位或离合器不分开 | 调整微动开关位置或离合器 | |
| 灌装时不出料 | 1. 吸料阀或出料阀卡死; | 1. 用物体伸入料罐顶吸料阀阀芯,使其活动 | |
| 2. 清洁后,吸料阀或出料阀的阀芯装反; | 2. 按6.5和6.8节重新安装阀芯 | ||
| 灌装完后还漏出少许料 | 凸轮与计量板的相对位置挪位 | 凸轮与计量板的相对位置(见6.3节附图) | |
| 异响 | ①顶出杆响声 | 1.顶出杆导向套润滑不够 | 1.导向套加润滑油 |
| ②分度盘响声 | 2.分度盘松动 | 2.分度盘固定螺母拧紧 | |
| ③槽轮机构响声 | 3.基板上大齿轮和小齿轮间间隙或槽轮与拨轮之间的间隙过大 | 3.将基板下的大螺母松开,调整槽轮的位置 |
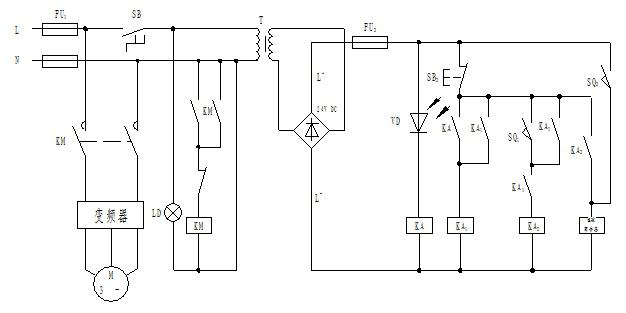
9.电气原理图:
10.随机文件
灌装机使用说明书一本;
变频器使用说明书一本;
合格证;
装箱单;
11.随机附件及易损件:
- 具体见装箱单
12. 包装、运输、贮存:
机器用塑料袋包好,木箱包装,垂直向上;
机器在运输过程中不许发生碰撞;
机器应贮存在清洁干燥的仓库内,周围不应有腐蚀性气体;
附件
铝管灌装封尾机 配置表
| 厂家 | 无锡卓雅鑫建材有限公司 |
| 设备名称 | 铝管灌装封尾机(自动对标) |
| 电源电压: | 220V~ 50Hz |
| 压缩空气: | 0.6~0.7MPa |
| 耗气量: | 0.2立方/分钟 |
| 材质: | 接触物料部分:SUS304 |
| 料斗容积: | 30L |
| 灌装方式: | 计量缸定量灌装 |
| 灌装精度: | 小于1% |
| 灌装范围: | 2~150ml |
| 密封圈材质: | 聚四氟乙烯 |
| 生产能力: | 10~45只/分钟 |
| 外形尺寸: | 1130*750*1680mm |
| 设备重量: | 250kg |
| 主要配件清单: |
|
| 1.电机 | 南京华调(1.1KW) |
| 2.变频器 | 沃森 |
| 3.接近开关 | 奥托尼克斯 |
| 4.色标传感器 | 松下(选装) |
| 5.步进电机 | VEXTA(选装) |
| 6.步进驱动器 | VEXTA(选装) |
| 7.电磁阀 |
|
| 8.按钮开关 | 正泰 |
装箱单:
| 序号 | 名称 |
| 1 | 常用工具箱一个(配备常用工具) |
| 2 | 计量棒活塞环一套 |
| 3 | 设备使用说明书一份 |
| 4 | 变频器使用说明书一份 |
| 5 | 打印字母一份 |
上一个:300ml膏体灌装机 下一个:铝管灌装封尾机(半自动)




